发布时间:2020-08-03 10:14:36
挤压力是指挤压杆通过挤压垫作用在锭坯上,使金属流出模孔的压力。
挤压过程中挤压力随挤压杆移动而变化,可参考挤压过程挤压力变化(链接)。
影响挤压力的因素主要有:挤压时金属变形抗力、变形程度(挤压比)、挤压速度、锭坯与模具接触面的摩擦条件、挤压模角、制品断面形状、锭坯长度和挤压方法。
挤压温度与变形抗力
挤压力与金属的变形抗力成正比,但由于金属成分和温度的不均一,变形抗力也不均一。随着温度的升高,金属的变形抗力下降,挤压力也下降。

变形程度
变形程度与挤压力也是成正比关系,随着变形程度(挤压比λ)的增大,挤压力增大。

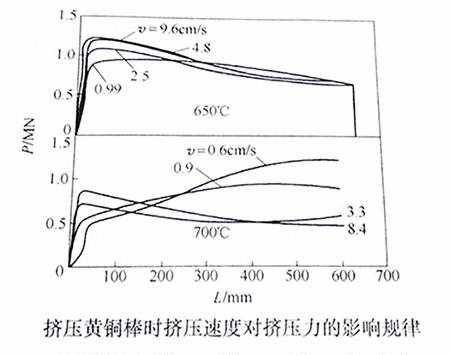
挤压速度与流出速度
挤压速度和流出速度也是通过影响金属的变形抗力来影响挤压力的。
开始挤压阶段,挤压速度较高,随着挤压进行,产生变形热,挤压力逐渐降低。若采取较低的挤压速度,由于挤压筒的冷却作用,挤压力可能逐渐上升。
摩擦与润滑
在挤压筒、变形区和工作带内,金属都发生摩擦作用。摩擦升高,挤压力增大,摩擦降低,挤压力下降。

挤压模角
挤压模角对挤压力由明显的影响。挤压模角由0°向90°变化过程中,随着角度α增加,挤压力下降。当α在45°-60°之间时,挤压力有最小值,随着角度继续增加,挤压力又开始增大。

制品断面形状
制品断面形状只有在比较复杂的强狂下,才对挤压力又明显影响。一般情况下不考虑断面系数的影响。
锭坯长度
正挤压时,锭坯与挤压筒有较大的摩擦力,故锭坯长度越长,挤压力越大。反挤压时,锭坯长度对挤压力无影响。
挤压方法
相同条件下的挤压,反挤压比正挤压的挤压力,一般小20-30%。
欢迎分享转载 →挤压成型中什么是挤压力,影响因素有哪些